
Dostlarİnvestisiya tökməBilin ki, bu işin hamısı "təfərrüatlar müvəffəqiyyəti və ya uğursuzluğu müəyyənləşdirin" haqqında hər şeydir. Müştərilər təyyarə bıçaqları, tibbi avadanlıqlar və ya dəqiq alət hissələri və 0.01 mm fərqi məhsulu poza bilər. Bu gün, tökmələrin düzgünlüyünə necə nail olmaq barədə danışaq.
1. Mum modelinin hazırlanması - dəqiqliyin "ilk keçidi"
Mum modeli, tökmə nin "gen" kimidir. Bu addım əyri olarsa, qalanları boş yerə olacaq. İndi əsas axını 3D çap mum modellərindən istifadə edir və yüngül müalicə olunan qatranın dəqiqliyi ənənəvi əl oymasından daha yaxşı olan 0.05mm-ə çata bilər. Ancaq temperatur nəzarətinə diqqət yetirin. Seminar temperaturu 5 ℃ ilə fərqlənirsə, mum modelinin büzülmə dərəcəsi səhv ola bilər. Daimi temperatur və rütubət avadanlıqlarından istifadə etmək tövsiyə olunur, bu az pulu saxlamayın.
2. Shelling Proses - Keramika qabığının "çuxuru" sürünməsinə imkan verməyin
Silisium Sol boyası neçə təbəqə tətbiq olunur və hər təbəqənin nə qədər qalınlığında son ölçüdə birbaşa təsir göstərir. Bir fabrik tənbəl idi və bir daha az təbəqə, nəticədə tökmə səthində qum çuxurları ilə nəticələndi. İndi "Gradient Shelling" istifadə etmək populyardır - daxili təbəqə üçün incə toz və xarici təbəqə üçün qaba toz, bu da hamarlığı təmin edə bilməz, həm də stres deformasiyasını azaldır. Qabığı uzun müddət qurutmağı unutmayın, əks halda suzaxinq zamanı birbaşa "partlayacaq".
3. Əriyir və tökmə - əridilmiş metalın "xasiyyəti" başa düşülməlidir
Paslanmayan poladdan və yüksək temperaturlu ərintinin büzülmə dərəcəsi 1% ilə fərqlənə bilər! Kalıp ölçüsü maddi xüsusiyyətlərə görə tənzimlənməlidir. Tökmə temperaturu daha da kritikdir. Müəyyən bir aviasiya hissələri fabriki, temperatur 20 ℃ daha yüksək idi və taxıl ölçüsü qaba idi. İndi əvvəlcədən simulyasiya etmək üçün qəlib axınının analiz proqramından istifadə edirik, bu sınaq və səhvdən daha etibarlı olan daha etibarlıdır.
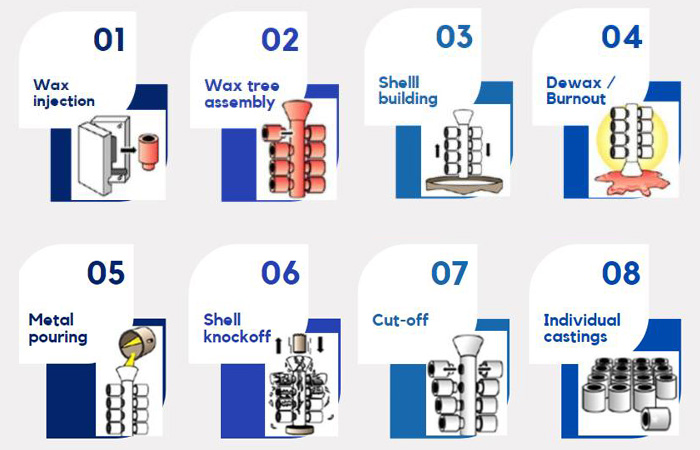
4. Post-emal - Taşlama qəddar qüvvəyə əsaslanmır
Burrları üyütmək üçün robotlardan istifadə etmək daha sabitdirİnvestisiya dökümləriƏl işlərindən daha çox, ancaq proqramlaşdırma yaxşıdır. İnsanların problemi xilas etmək üçün böyük daşlama təkərlərindən istifadə etdiyini görmüşəm, ancaq nazik divarlı hissələrdən keçirlər. "Maqnit daşları" indi populyardır. Kiçik hissələr maqnit sahəsində özləri tərəfindən yuvarlaqlaşdırılır və dəqiqliyi ± 0.02mm-ə qədər idarə etmək olar.
5. Təftiş metodları - "Kor qutunu açın" üçün göndərilənə qədər gözləməyin
Üç koordinat ölçmə maşını standartdır, amma rentgen qüsur aşkarlanmasını unutma. Turbin bıçaqları hazırlayan bir fabrik var idi. Səth yoxlaması bütün ixtisaslı idi, lakin rentgen daxili məsamələri tapdı və demək olar ki, müştərinin sifarişini itirdi. İndi AI vizual yoxlaması istifadə olunur, bu da insan gözündən daha sürətli və səhv etmir.
Nəticə:
Son analizdə, dökümlərin düzgünlüyü "birləşmə yumruları" dəsti ilə əldə edilir. Mum qəliblərindən yoxlamalara qədər hər bir link ciddi qəbul edilməlidir. İndi bazar müsabiqəsi o qədər şiddətlidir, hər kəs dəqiqliklə əlavə 0.01mm əldə edə bilsə, yüksək səviyyəli sifarişlər ala bilər. Növbəti dəfə müştəri "Dəqiqliyi necə təmin etmək", bu məqaləni ona atın - peşəkar məsələlər peşəkar metodlarla həll edilməlidir.
Peşəkar bir istehsalçı və təchizatçı olaraq yüksək keyfiyyətli məhsullar təqdim edirik. Məhsullarımızla maraqlanırsınızsa və ya suallarınız varsa, xahiş edirəm özünüzü pulsuz hiss edinBizimlə əlaqə saxlayın.
Kotirovkalarımızın əksəriyyəti 24/36 saat ərzində çatdırılır. və adətən layihənin təfərrüatlarından asılı olaraq daha az vaxtda.
Kotirovkanızın bütün aspektlərini qəbul etdiyinizə və başa düşməyinizə əmin olmaq və seçimlərinizlə bağlı hər hansı sualınıza cavab vermək üçün komandamız CNC emal təklifinizlə bağlı sizinlə birbaşa əlaqə saxlayacaq.